新疆七彩红新材料有限公司

手机扫一扫
收藏
1516099****
手机扫一扫
收藏

更新时间: 2024-06-14
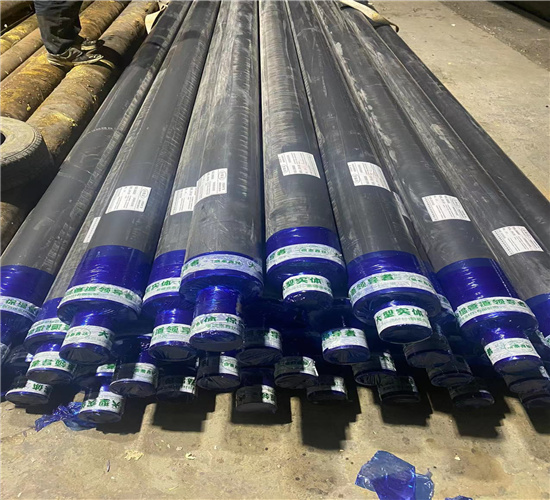
新疆防腐保温钢管
(1)首先用抓管器将需要防腐的钢管运送到作业线的上管平台,用火焰加热装置对防腐保温钢管外表面进行预热,驱除钢管外表面的水分、油污和杂质,加热温度控制在40℃~60℃,以提高钢管外表面的除锈质量。
⑵钢管除锈采用PW-380钢管**除锈机。钢管进入抛丸室前,用橡胶垫或厚海绵制成的喷嘴塞塞住钢管喷嘴的两端(如钢管用自带的管塞塞住),防止钢管除锈时抛丸室内的钢丸飞进喷嘴,从而减少钢丸的损耗,保证除锈时钢丸的消耗。钢管喷丸除锈后的外观应达到GB/T8923—1988《涂装前钢材表面锈蚀等级和除锈等级》中的Sa2.5,外观上的锚固线深度应按照环氧粉末厂家提供的说明进行。
(3)外观预处理后,应清除所有铁锈、油污和水垢。
(4)逐个检查钢管外观,选择合适的方法对可能导致涂层漏点的外部缺陷进行打磨,打磨后的壁厚不应小于规定值。有缺陷的钢管应予以拒收或修复。
⑸除锈质量不合格的钢管,应及时下线,并清除管内抛物物,然后重新回到生产**重新开始除锈。